Представьте себе, как вы открываете новый игровой контроллер, ощущаете гладкий пластик корпуса и думаете: "Как же им удается сделать каждый изгиб таким идеальным?" Секретный соус заключается в следующем литье пластмасс под давлением. Будь вы любопытным любителем мастерить, основателем стартапа или другом, который постоянно спрашивает "как это работает", вы наверняка искали эту фразу в Google в надежде получить четкий, не жаргонный ответ. В двух словах, литье пластмасс под давлением:
- Плавит пластиковые гранулы
- Заливает расплав в стальную форму
- Охлаждает молниеносно
- Вытаскивает деталь
- Повторяет цикл в секундах
Оставайтесь с нами, пока мы разбираем каждый шаг, изучаем советы по дизайну, расчеты стоимости, экологические хитрости и будущее лепки, чтобы вы могли перейти от "А?" к "Да, черт возьми, давайте лепить!".
Литье пластмасс под давлением: Магия литья
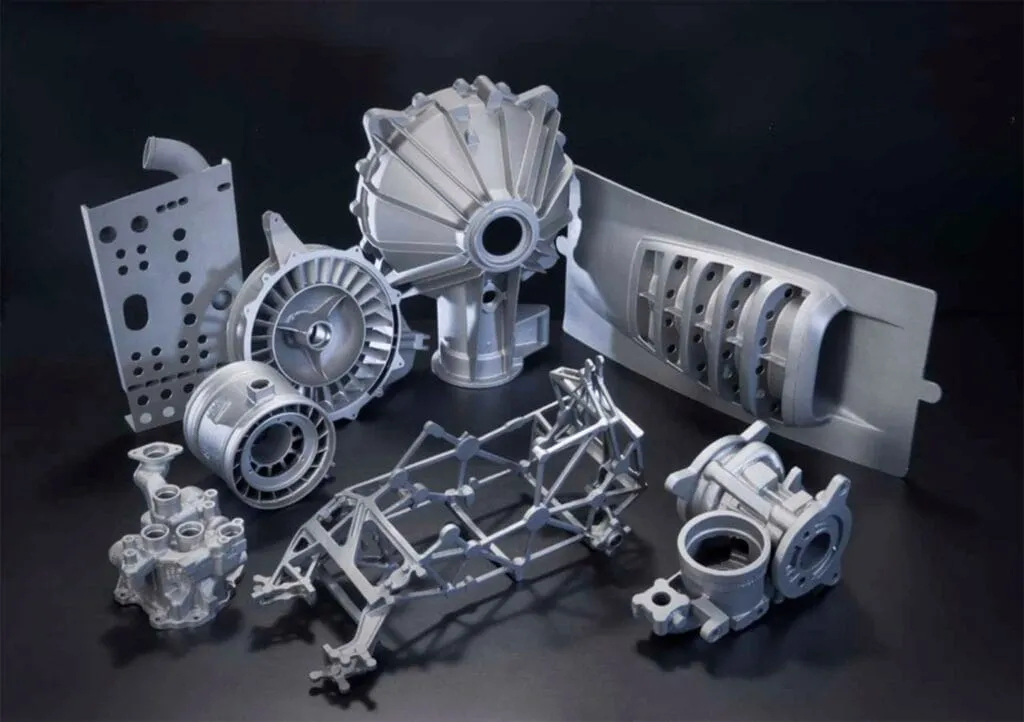
По своей сути литье пластмассы под давлением превращает сырые гранулы в точные детали менее чем за минуту. Гранулы попадают в нагретую бочку, расплавляются в липкую массу, и винтовой поршень проталкивает горячий пластик через сопло в стальную полость. Под тоннами силы зажима расплав копирует каждый уголок формы. Прохладная вода отводит тепло, пластик застывает, и выталкивающие штифты выталкивают новую деталь - готовую для следующего выстрела. Поскольку пресс-форма закрыта, процесс повторяется практически бесконечно с жесткими допусками и минимальными отходами. Именно благодаря такому сочетанию скорости, точности и повторяемости все - от ручек зубных щеток до автомобильных бамперов - рождается в литьевом прессе.
Информация: Одна пресс-форма может выпустить более миллиона деталей до выхода из эксплуатации.
Расплавление гранул
Крошечные гранулы, чаще всего полипропилен или АБС, нагреваются в бочке до 200 °C. Вращающийся шнек одновременно смешивает и выталкивает их, обеспечивая равномерный, без пузырьков расплав, который течет как сироп, но при этом равномерно удерживает наполнители и красители.
Пломбирование полости
Винт перемещается вперед как плунжер, впрыскивая расплавленный пластик под давлением до 2 000 бар. Эта сила позволяет расплаву проникать в каждую микродеталь, даже в текстурированные логотипы или крошечные защелки.
Охлаждение и выброс
Водяные линии, вырезанные внутри плиты формы, отводят тепло. Как только температура поверхности опускается ниже точки стеклования полимера, выталкивающие штифты выталкивают часть стержня, а роботы или желоба обрабатывают падающий материал.
Создание идеальной формы
Начните любой проект с выбора стиля ворот, расположения бегунков и линий разделения. Острые углы вызывают напряжение, поэтому добавьте небольшие радиусы и равномерную толщину стенок. Черновые углы - те небольшие сужения, которые вы едва видите, - позволят готовому изделию выйти на свободу без боевых шрамов. Выбор стали для пресс-форм тоже имеет значение: P20 долговечен при больших объемах, а алюминий дешевле для быстрого создания прототипов. Магия заключается в балансе между стоимостью, сроком службы и качеством поверхности. Включите ребра жесткости для прочности, но сделайте их тоньше стенок, чтобы избежать раковин. Прежде чем резать сталь, смоделируйте поток с помощью такого программного обеспечения, как Moldflow, чтобы заблаговременно обнаружить воздушные ловушки или линии сварки. Хорошая команда проектировщиков устраняет до 80 % будущих головных болей еще до того, как машина прогреется.
Быстрый совет: Стремитесь к равномерным стенкам толщиной 2-3 мм; толстые пятна, прохлада, медлительность и деформация.
Выбор подходящего материала
Выбор смолы определяет производительность - от гибких чехлов для телефонов из TPU до прочных нейлоновых шестеренок со стеклянным наполнителем. Товарные пластмассы - полиэтилен, полипропилен, полистирол - дешевы и веселы. Инженерные сорта - ПК, ПЭЭК, ацеталь - смеются над теплом и трением. Добавки, такие как УФ-стабилизаторы, сохраняют яркость мебели для патио; цветные суперконцентраты делают детали зомби-зелеными или неоново-розовыми. Чувствительный к влаге нейлон нуждается в сушке, иначе пузырьки пара испортят поверхность. Поклонники экологичности выбирают rPET или PLA на биооснове, хотя для этого необходимо настроить цикл. В таблицах лабораторных данных указаны индекс текучести расплава, прочность на разрыв и скорость усадки, что позволяет инженерам выбрать смолу, соответствующую бюджету и функциональности.
Предложение: Сначала запросите образцы смолы: небольшая пробная порция - это лучше, чем гадание на полной партии.
Оптимизация времени цикла
Каждая потерянная секунда стоит денег, поэтому процессоры регулируют температуру, размер порции и расположение системы охлаждения. Более быстрые циклы означают больше деталей в час, но если перестараться, появляются дефекты. Датчики в пресс-форме отслеживают давление в полости и автоматически регулируют его. Ниже приведен снимок того, как изменения позволяют сэкономить секунды:
| Параметр | Типичное значение | Оптимизированная стоимость | Сэкономленное время/выстрел |
|---|---|---|---|
| Температура ствола (°C) | 230 | 220 | 0.3 s |
| Температура холодной воды (°C) | 25 | 18 | 0.6 s |
| Винт обратный Скорость вращения об/мин | 80 | 95 | 0.4 s |
Опасность: Если охлаждение будет слишком холодным, вы рискуете заморозить ворота, и цикл остановится.
Контроль качества от А до Я
Контроль начинается с поступающей смолы. Проверка влажности с помощью измерителя точки росы, проверка цвета гранул и отслеживание партий предотвращают смешивание. В процессе производства операторы проводят контроль первых гранул с помощью штангенциркуля или датчиков КИМ. Диаграммы SPC отслеживание размеров; при смещении срабатывает сигнализация, пока не накопился брак. Визуальный контроль позволяет обнаружить линии течения или размывы, а испытания на растяжение подтверждают надежность защелкивания. После формовки детали проходят через упаковочные линии, включающие ионизированный воздух для удаления пыли и ворота для окончательного взвешивания. Благодаря слиянию автоматизации и человеческой смекалки процент брака на заводах не превышает 1 %.
Факт: Камеры технического зрения могут проверять 900 деталей в минуту - гораздо быстрее, чем человеческие глаза.
Устранение распространенных дефектов
Зал славы дефектов возглавляют раковины, короткие выстрелы и деформация. Раковины возникают из-за толстых секций и медленной укладки; их можно устранить, утончив стенки или увеличив давление удержания. Короткие прострелы случаются, когда расплав замерзает перед заливкой - повысьте температуру или увеличьте затвор. Деформация? Обычно неравномерное охлаждение или ориентация волокон. Начните с выравнивания температур в пресс-форме и регулировки расположения затвора. Помните: каждый симптом связан с нагревом, давлением или потоком. Ведите журнал дефектов; закономерности выявляют первопричины быстрее, чем случайные подстройки.
Предупреждения: Игнорирование ранних "мелких" раковин может привести к гибели всей партии - действуйте быстро.
Разбивка по стоимости и Roi
На оснастку уходит самый большой кусок - от $5 000 за простую двухгнездную алюминиевую форму до $150 000 за закаленное 32-гнездное чудовище. Но как только пресс-форма установлена, время цикла и цена смолы становятся главными. 30-секундный цикл при времени безотказной работы 90 % снижает стоимость детали ниже 20 ¢, в то время как медленный 60-секундный цикл удваивает ее. Умные технологи используют системы горячего прогона для сокращения отходов литника. Энергоэффективные сервопрессы сокращают расходы на электроэнергию на 30%. Учитывайте трудозатраты, упаковку и логистику, и вы поймете, почему объем решает все: небольшие тиражи могут склоняться к 3D-печати, но свыше 10 000 шт. Пластиковое машиностроение Выигрывает по цене всегда.
Информация: Многие мастерские предлагают "семейные" пресс-формы - несколько связанных деталей в одном инструменте, чтобы разделить расходы.
Устойчивое развитие и переработка отходов
Зеленые" цели подталкивают формовщиков к использованию биосмолы, замкнутых систем водоснабжения и регринда. Регранд - измельченные в гранулы литники - может составлять 15 % новой дроби без ущерба для прочности, хотя косметические детали часто остаются девственными. Заводы, прошедшие сертификацию ISO 14001, отслеживают выбросы углекислого газа, оптимизируют изоляцию стволов и меняют гидравлические прессы на электрические. Усовершенствованные оптические сортировщики отделяют цветной лом для повторного использования на производстве. Разрабатывая детали для разборки, бренды облегчают их переработку по окончании срока службы продукта. Все эти меры снижают воздействие на окружающую среду, сохраняя при этом низкие затраты - редкое беспроигрышное решение.
Будущие тенденции в технологии формования
Ожидайте более умные машины с ИИ-контроллерами, предсказывающими износ винтов перед остановкой, формы, изготовленные из металла 3D-печать для комплексного охлаждения, а также быстросменные вставки, которые заменяются за считанные минуты. Виртуальные двойники моделируют целые заводы, позволяя менеджерам настраивать планировку на ноутбуке. Биополимеры из водорослей и отработанного кулинарного жира становятся все более популярными. Тем временем гарнитуры дополненной реальности помогают техникам проводить техническое обслуживание, сокращая время простоя. При этом сердцебиение остается литье пластмасс под давлениемОбеспечивая высокую громкость с точностью, которая когда-то казалась фантастикой.
Заключение
Мы начали с того, что спросили, что делает литье пластмасс под давлением для производства современных изделий. От расплавленных гранул, поступающих в стальные формы, до серийного производства из миллионов деталей - все это обеспечивает непревзойденную скорость, точность и экономичность. Освойте правила проектирования, настройте цикл, соблюдайте контроль качества и литье пластмасс под давлением отплатит вам безупречными деталями и довольными клиентами - снова и снова.
Вопросы и ответы
Как долго сохраняется форма?
При использовании закаленной стали и надлежащем уходе многие пресс-формы выдерживают более миллиона выстрелов до восстановления.
Можно ли формовать из переработанного пластика?
Да, при условии, что он чист и отсортирован; ожидайте незначительных изменений температуры и давления.
Какая самая маленькая часть возможна?
Прессы для микроформовки могут формировать детали размером с рисовое зерно, что часто используется в медицинских приборах.
Влияют ли разные цвета на продолжительность цикла?
Темные пигменты поглощают тепло, иногда требуя более длительного охлаждения; прозрачные и светлые оттенки остывают быстрее всего.
Лучше ли литье под давлением, чем 3d-печать?
При небольших объемах печать выигрывает по стоимости оснастки; при объемах свыше 10 000 штук литье побеждает по цене за единицу продукции и скорости.